English
English Français
Français Español
Español

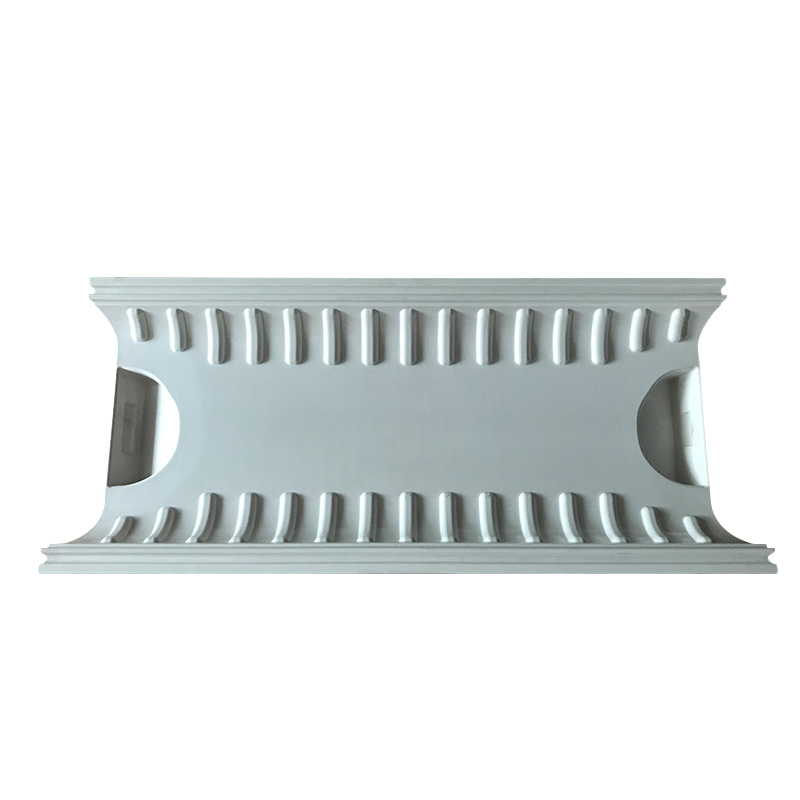


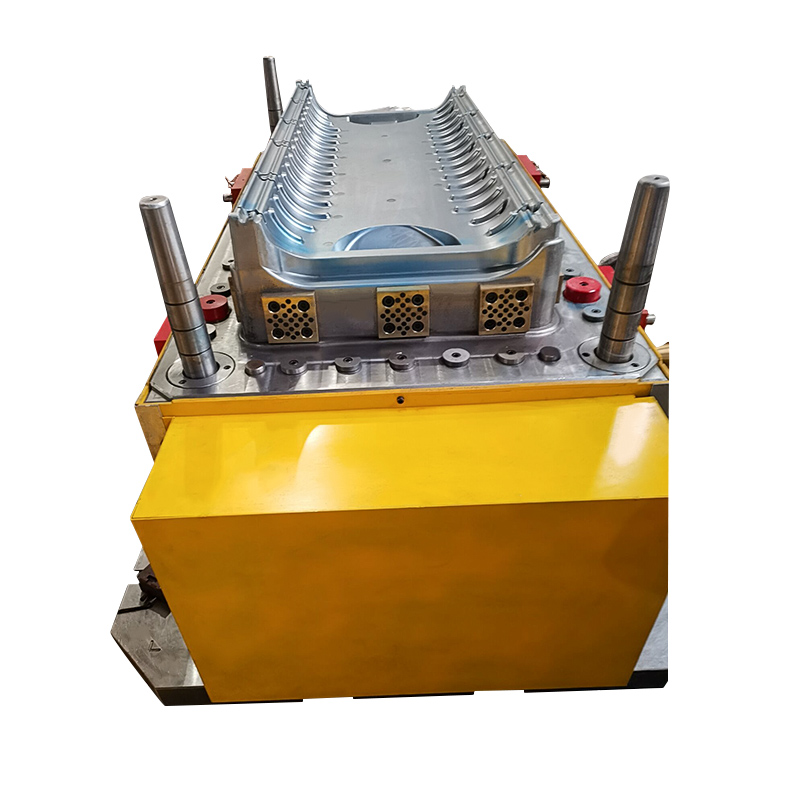
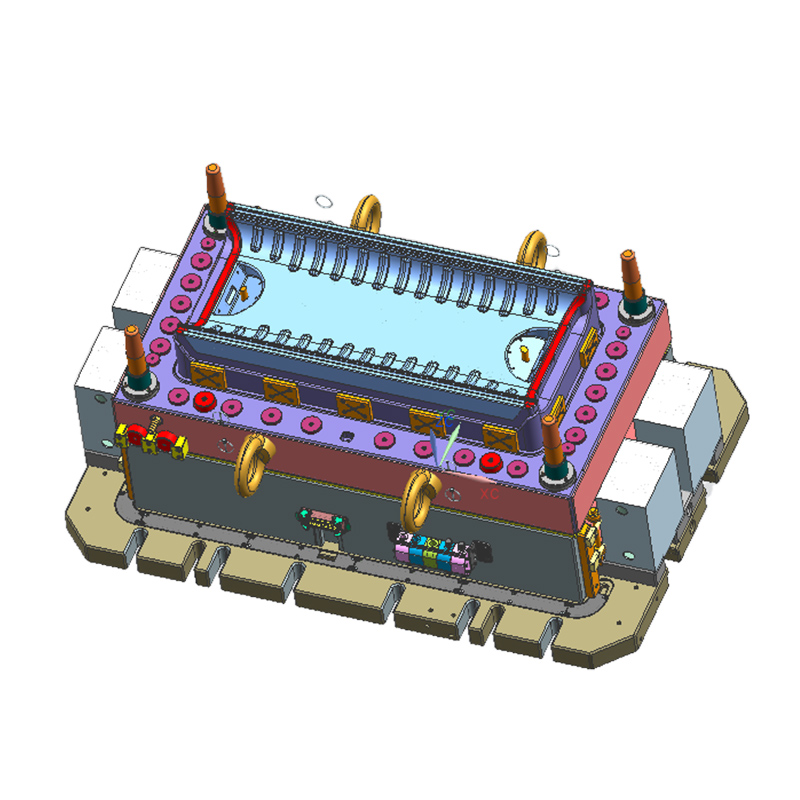
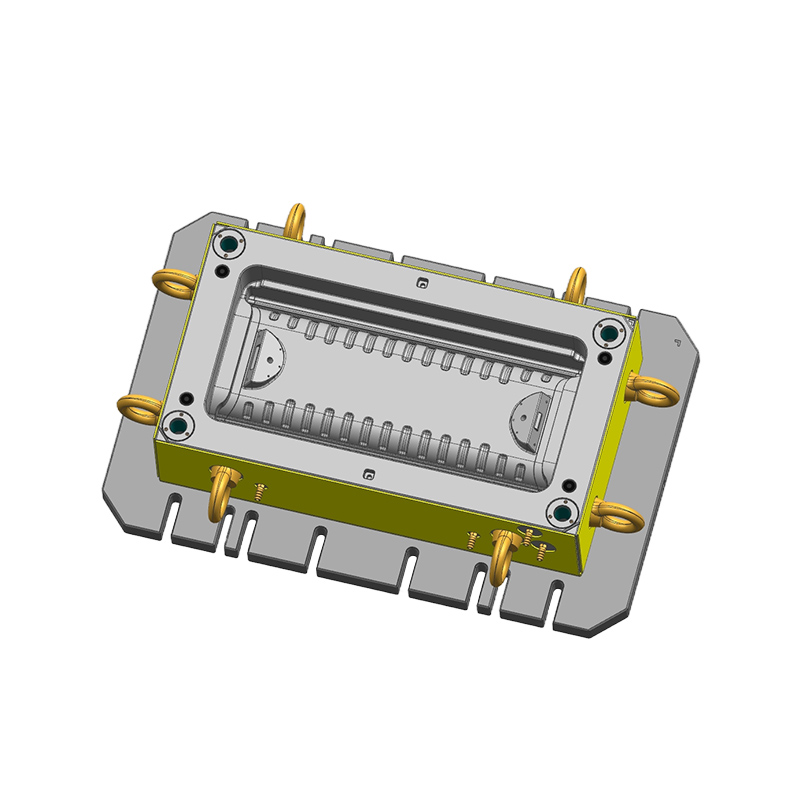
| Nombre del molde: | Molde de prensa de carcasa SMC |
| Material del producto: | SMC |
| Molde de acero para cavidad: | 1.2344 |
| Molde de acero para núcleo: | 1.2311 |
| Acero para base de molde: | XC48 |
| Superficie: | Chorme |
| Opción de calefacción: | calentamiento de aceite térmico |
| Estándar de molde para componentes: | HASCO |
| Tamaño estimado del molde: | 1950x1175x900mm |
| Peso del molde: | 4360KG |
| Presione Tamaño de la máquina: | 850T |
| Tiempo de finalización del molde: | 45 días |
| Paquete: | Aceite antioxidante, película plástica y. Caja o paleta de madera resistente. |
| Localización: | Taizhou, China |
| Tipo de negocio: | Fabricante |
| MOQ: | 1 juego |
| Términos comerciales: | FOB y. CIF |
| Términos de pago: |
TT &. L / C.
Pago anticipado del 30% antes de la realización del diseño, pago del 30% después de la muestra T1, 40% restante antes del envío del molde.
|
1.Temperatura de moldeo
La temperatura de moldeo de SMC depende principalmente del tipo de resina y agente de curado. Para que la superficie interna del producto SMC sea suave y ordenada, se requiere que los moldes superior e inferior tengan una cierta diferencia de temperatura, y la temperatura del molde superior es generalmente 5 ~ 10 ° C más alta que la del molde inferior.
2. Formación de presión
El tamaño de la presión de moldeo debe determinarse de acuerdo con la forma del producto y las características del SMC utilizado. Cuanto mayor sea el grado de espesamiento del compuesto de moldeo en láminas, mayor será la presión de moldeo requerida; cuanto menor sea la fluidez, menor será el área de moldeo y mayor será la presión de moldeo requerida. 1.Para seleccionar una presión de moldeo adecuada. 2. Buen tiempo de presurización. 3. El alivio de presión.
3. Tiempo de mantenimiento de la presión
El tiempo de mantenimiento se refiere al tiempo de mantenimiento y mantenimiento de la presión bajo la presión de moldeo y la temperatura de moldeo. Su función es curar completamente el producto y eliminar las tensiones internas, dependiendo principalmente de dos factores: Primero, el tiempo de reacción de curado del material de moldeo. El segundo es el tiempo de conducción de calor inestable, es decir, el tiempo necesario para que la fuente de calor transfiera calor al centro de la cavidad a través del molde, de modo que la temperatura del material de moldeo en el centro de la cavidad alcance su reacción química. temperatura. El tiempo de mantenimiento debe considerarse simultáneamente con la presión de moldeo y la temperatura de moldeo. De acuerdo con varios factores que influyen, el tiempo de empaque es generalmente de 0,8 ~ 1,2 min por mm de espesor.